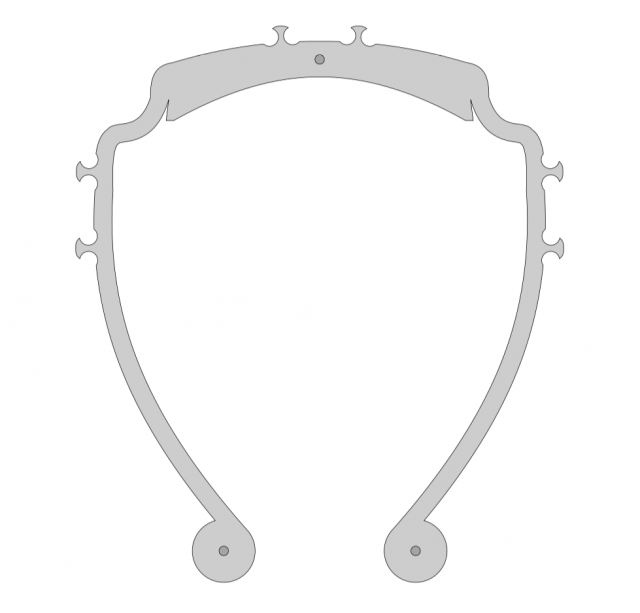
Our mold is ready!
The mold for injection molding of the frames for the face shields is ready.
Why does this matter, you ask?
Because with injection molding, we are going to be able put a lot more shields onto the faces of our medical workers in the Milwaukee area as they fight coronavirus. We are going to be able to save more lives.
We have been cutting the frames one by one on Tom Gondek’s CNC router, which is not a bad way to do things, but it’s slow. And each one of these frames has to be washed two times, once in water, once in alcohol. By hand. Which is also slow.

As of April 15, we have requests for almost 4,000 face shields in the queue.
We can produce about 200-500 frames per day with the CNC router.
But with our new process – with injection molding – we will be able to quadruple production, making up to 2,000 frames per day.
And the frames made by injection molding do not need to be cleaned even once, so the overall process will be a lot faster.
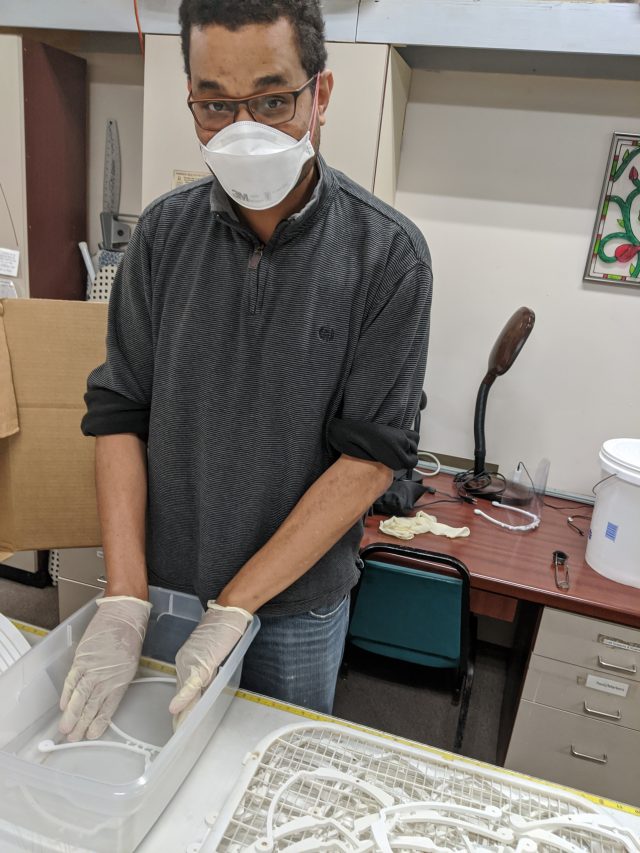
I spent yesterday afternoon with Alden and Chris cleaning frames. It’s a tedious, slow process.
You dip the frames, two at a time, into a bath of alcohol water. (Which, BTW, makes your hands really cold.)
You let them sit on one side for five seconds, then you turn them and let them sit on the other side for five seconds.
Then you lift them out, let them drain, carry them to a drying rack (of which we have limited capacity), and hang them. They have to be completely dry for packaging.
This is not the best way to ship a lot of shields. Not when you have a backlog of 4,000.
Jeff, our injection molder, has already picked up the mold in Phillips and taken it back to his machines in Medford. He will have samples for us today.
Stay tuned!